




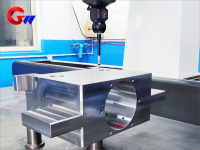
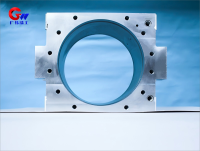
Seient del coixinet per al rotlle de treball lateral de transferència del laminador en calent
El seient del coixinet del rodet de treball és un dels productes clau de la precisió de GW.
Enumereu les funcions bàsiques i els requisits operatius del seient del coixinet del rodet de treball al costat de la transmissió del laminador en calent de la següent manera:
Funcions bàsiques
Transmissió del parell: responsable de la transmissió del parell des del sistema de transmissió principal al rodet de treball (el parell màxim pot arribar als 500 kN · m)
Suport dinàmic de càrrega: capaç de suportar la força de rodament (2000-6000 kN d'un costat) i la càrrega d'impacte alterna
Manteniment de la precisió: assegureu-vos que la desviació radial del rodet de treball sigui ≤ 0,04 mm (garanteix una tolerància de gruix de ± 0,15% per a la cinta d'acer)
Adaptar-se a les condicions de treball
Interval de temperatures: temperatura de treball de la posició del coixinet 80-120 ℃ (pic instantani 180 ℃)
Velocitat de rodament: ≤ 15 m/s (fins a 20 m/s quan es combina amb coixinets de pel·lícula d'oli)
Freqüència de substitució del rodet: ≥ 1 vegada/torn (que requereix un desmuntatge i disseny ràpids)
- GW Precision
- Luoyang, Xina
- Estipulació contractual
- La capacitat anual és de 500 peces
- Informació
Seient del coixinet per al rotlle de treball lateral de transferència del laminador en calent
Material i estàndards de fabricació per al seient del coixinet del rodet de treball al costat de la transmissió del laminador en calent
Material principal
Marca: ZG35CrNiMoV (acer fos de grau especial)
Optimització d'ingredients:
|Elements | C 0,33-0,37 | Cr 1,0-1,3 | És 1,2-1,6 | Mo 0,3-0,5 | V 0,15-0,25|
Avantatges de rendiment:
Resistència a alta temperatura (σ ₀. ₂ ≥ 650MPa a 300 ℃)
Vida a la fatiga (Nf ≥ 2 × 10⁶ vegades a Δσ=400MPa)
Materials components clau
Duresa superficial dels materials components després del tractament tèrmic
Seient del coixinet del cos del rodet de treball ZG35CrNiMoV apagat i temperat + envellit HB 300-330
Claveta de transmissió de parell Tractament de nitruració 42CrMoA HV 800-900
Tap final segellat d'acer inoxidable dúplex 2205 tractat amb solució HRC 28-32
Tractament tèrmic i tractament superficial del seient del coixinet del rodet de treball al costat de la transmissió del laminador en calent
Procés de tractament tèrmic
A [Fusió del forn d'arc elèctric] -->B [Abocament de protecció d'argó]
B -->C [880 ℃ × 6 h de normalització]
C -->D [850 ℃ extinció d'oli + 620 ℃ temperat]
D -->E [-80 ℃ × 4 h de tractament criogènic]
reforç de la superfície
Revestiment WC-12Co de polvorització amb flama hipersònica del forat del rodament (HVOF) (gruix 150-200 μ m, HV ≥ 1300)
Apagat per làser de la superfície de segellat (profunditat de la capa d'enduriment 1,2-1,5 mm, HRC ≥ 52)

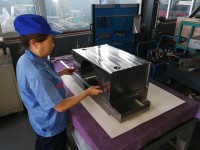
1、 Centre de mecanitzat vertical: Segons la profunditat de fresat de la forma de vista 5 mm per trobar el cinturó positiu (cada costat té espai per a 1,5-2 mm); Netegeu i traieu les rebaves de la vora afilada per a la inspecció. (primera peça per a la inspecció)
2, Màquina de mandrinar horitzontal:Es troba que es reserva un marge d'1,5 -2 mm per a cada superfície del cinturó normal, i el marge de la ranura a la vista és d'1,5-2 mm; el marge del forat del forat és de 3-4 mm; la longitud de cada forat és de 2-3 mm; i la vora clara s'utilitza per eliminar la vora afilada de la rebava per a la inspecció. (primera peça per a inspecció)
3, Centre de mecanitzat vertical: Acabar el fresat segons els requisits (superfície d'ajustament sense tolerància), longitud de fresat per trobar la profunditat de vora correcta de 5 mm; avorrit segons els requisits, cada costat de la quantitat residual d'1 ≤ 1,5 mm; la longitud de cada forat segons els requisits i apunta als dos extrems del forat central del forat; per garantir la tolerància dimensional i la tolerància de forma i posició del seient del coixinet.
4, Treball de banc:Cada forat de posicionament del forat inferior de fil segons els requisits del seient del coixinet del rodet de treball.
5, Treball de banc:Un altre forat de perforació d'oli i forat de cargol; Netegeu i traieu les vores afilades de les rebaves per a la inspecció. (seient de rodament de primera peça per a inspecció)
6, Inspecció final: traieu les vores afilades de les rebaves netejant-les i envieu-les a inspecció, i publiqueu una llista d'inspecció per al seient del coixinet.

Especificacions d'inspecció i prova per al seient del coixinet del rodet de treball al costat de la transmissió del laminador en calent
inspecció de material
Anàlisi de la composició: espectròmetre ICP (desviació de l'element ≤± 0,01%)
Proves no destructives:
Prova d'ultrasons (EN 12680-3 Classe 1)
Inspecció de partícules magnètiques (ASTM E709, detecció d'esquerdes ≤ 0,1 mm)
proves de rendiment
Prova d'indicadors de qualificació del mètode estàndard del projecte
Prova de càrrega estàtica ISO 19973-1 1,8 vegades la càrrega nominal sense deformació
Assaig dinàmic de fatiga DIN 50100 10 ⁷ cicles sense esquerdes
Prova de rendiment de segellat ISO 5208 Classe A 0,6MPa de retenció de pressió sense fuites
detecció dinàmica
Nivell d'equilibri dinàmic: nivell G0.4 (ISO 1940-1)
Intensitat de vibració: ≤ 2,5 mm/s(GB/T 29531)
PMF
1. Pots fer això Seient de coixinet per al rotllo de treball Producte Segons el requisit del client?
R: Sí, podem seguir els vostres requisits específics.
2. Puc visitar la vostra fàbrica abans de fer la comanda? ?
R: Sí, benvingut a la nostra fàbrica per fer una excursió.
3. On és el port més proper a l'empresa?
R: El port de Xangai és el més proper.
4. Podem triar diferents materials per al seient del coixinet per al rotlle de treball?
R: Sí, es pot seleccionar segons els vostres requisits.
5. Quant de temps trigarà i em lliurarà el seient del coixinet per al rotllo de treball?
R: Normalment es triga entre un mes i mig i dos mesos per mar. Depèn de la quantitat de la vostra comanda.
6. Quina és la teva coberta del paquet?
R: Utilitzem caixa de fusta per exportar.





