




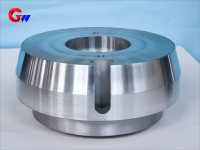
Capçal de cor de corró d'acer de fosa
Capçal de con de corró d'acer de fosa de precisió GW si és un dels components importants del laminador.
- GW Precision
- Luoyang, Xina
- Estipulació contractual
- 1000 peces
- Informació
Capçal de cor de corró d'acer de fosa
El capçal de cor de corró d'acer de fosa s'utilitza principalment en laminats metal·lúrgics, maquinària de mineria, equipament pesat i altres ocasions que requereixen càrregues radials i axials elevades. La seva característica de disseny és l'ús de coixinets de rodets cònics (com la sèrie TIMKEN) per suportar simultàniament forces radials i axials, adequats per a condicions d'alt impacte, alta velocitat o càrrega pesada.
Escenaris d'aplicació del capçal cònic del rodet d'acer de fosa
1. Principals àrees d'aplicació
Laminadora en calent/fred: suporta el rotlle de treball, el rotlle intermedi o el rotlle de suport per suportar la força de rodament i el moviment axial.
Maquinària de mineria: s'utilitza per a sistemes de transmissió d'equips pesats com trituradores i molins de boles.
Equip d'energia eòlica: seient del coixinet de l'eix principal de la turbina eòlica gran.
Vaixells/maquinària pesada: components giratoris d'alta càrrega com ara eixos d'hèlix i caixes de canvis.
2. Característiques del lloc de treball
Càrrega elevada: suporta la força radial (força de rodament) i la força axial (moviment de rodet).
Entorn d'alta temperatura/alta contaminació: es requereix resistència a la calor i prevenció de l'oxidació en condicions de laminació en calent; L'entorn miner ha de ser a prova de pols i impermeable.
Requisit d'alta precisió: la precisió d'ajust entre el forat interior del seient del coixinet i l'anell exterior del coixinet (normalment nivell H7 o H8).
Procés de tractament tèrmic per al seient del coixinet cònic del corró d'acer fos
El seient del coixinet cònic del corró d'acer fos normalment està fet d'acer fos de baix aliatge (com ZG35CrMo, ZG42CrMo) i el procés de tractament tèrmic és el següent:
1. Tractament previ (recuit o normalització)
Propòsit: eliminar l'estrès de colada, refinar la mida del gra i millorar la mecanització.
Procés: escalfar a 850-900℃i mantenir calent abans del refredament per aire (normalització) o del forn (recuit).
2. Tractament de trempat i tremp (tremp+tremp)
Apagat: escalfar a 850-900℃(segons el material), extinció d'oli o extinció d'aigua (per evitar la deformació).
Reveniment: Tremp a 500-650℃per obtenir una estructura martensítica, equilibrant força i tenacitat (duresa HB 250-320).
3. Enfortiment de la superfície local (opcional)
Enduriment per inducció: Enduriment d'alta freqüència de la superfície d'instal·lació del coixinet per millorar la resistència al desgast (duresa HRC 50-55).
Carburació/nitruració: adequat per a acers d'alt aliatge per millorar la resistència a la fatiga.
4. Recuit d'alleujament de tensió (després del mecanitzat de precisió)
Recuit a baixa temperatura a 200-300℃elimina l'esforç de mecanitzat i evita la deformació.
Introducció a la funció:
1. Transmissió del parell: els caps de con s'utilitzen per transmetre el parell de rotació del motor més
de manera eficient, assegurant un procés de laminació suau.
2. Millora l'estabilitat de la connexió: el disseny del cap del con ajuda a millorar l'estabilitat de la connexió entre ells
el capçal del rodet i l'eix d'acoblament, reduint l'afluixament o el desgast a altes velocitats.
3. Adaptació a les diferents necessitats de rodament: El disseny del capçal de con ajuda a adaptar-se a diferents tipus de
processos de laminació, com ara la laminació en calent i en fred, així com les necessitats de laminació de diferents materials.
Productes relacionats




